





Ex Homo PP(중분류 메뉴), 사출성형(용도), IPP(세부용도) R714(제품명), 8.0(응용지수), 고강성(특성), 밴드(최종 생산품)

현재 GS칼텍스는 우수한 품질의 호모, 랜덤 및 임팩트 폴리프로필렌
"하이프린(HI-PRENE)"을 생산하고 있으며, 이를 사용한 복합수지 사업을 강화하고 있습니다.



폴리프로필렌 공정
폴리프로필렌 공정은 정제공정, 반응공정, 제립공정, 포장공정, 출하 순으로 구성되어 있습니다.
정제공정
에틸렌 정제공정
제거
-
 아세틸렌
아세틸렌
-
 산소
산소
-
 수분
수분
질소 정제공정
제거
-
산소
-
수분
수소 정제공정
제거
-
산소
-
수분
조 촉매 공급 시스템
프로필렌 정제공정
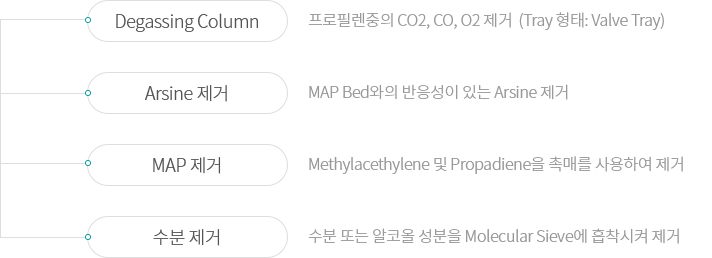
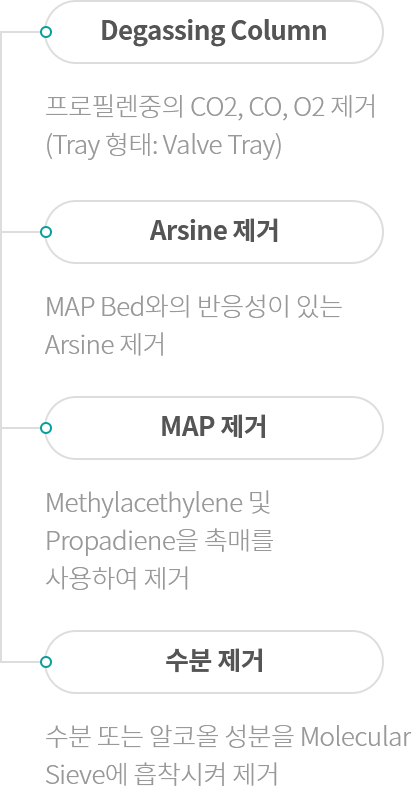
원료 중에 포함된 불순물(촉매독 : CO, CO2, O2, H2O, H2S 등) 제거 후 반응기에 공급하는 공정 각 장치(COLUMN) 들에 충진된 촉매 BED는 주기적으로 교체
반응공정

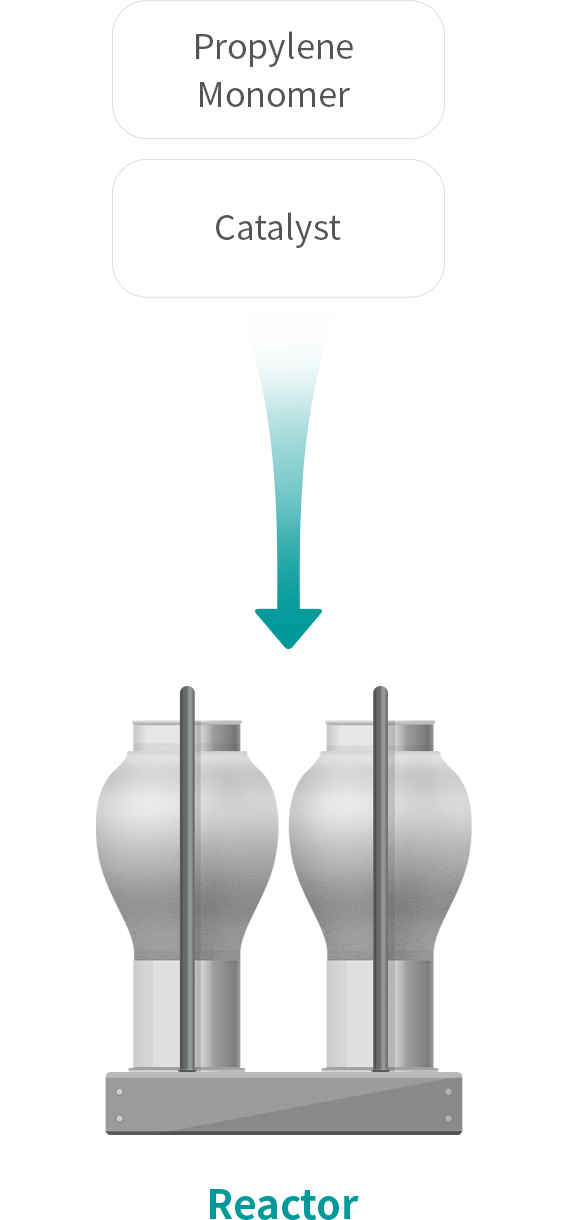
UCC 사에서 개발한 Unipol Process(기상중합공정)
기상의 PL과 고체촉매의 직접적인 접촉에 의한 반응
제품의 분자량 분포도가 넑음
Cracking에 의한 분자량 분포 조절이 가능
Utility 사용량이 적어 운전 비용이 저렴
온도, 압력, 조성 등을 통한 물성조절변수가 다양·전체적 운전이 어려움
PP 중합공정에 유동층 반응기를 채택한 배경
Solid 취급이 간편하며 Fludized Solid는 반응기 Nozzle을 통해 쉽게 배출
고체입자가 계속적으로 운동하므로 신속히 혼합됨
움직이는 고체입자를 통해 열전달이 용이하므로 가스와 Solid 사이의 열 전달 및 물질 전달이 우수(온도조절 용이)
제립공정
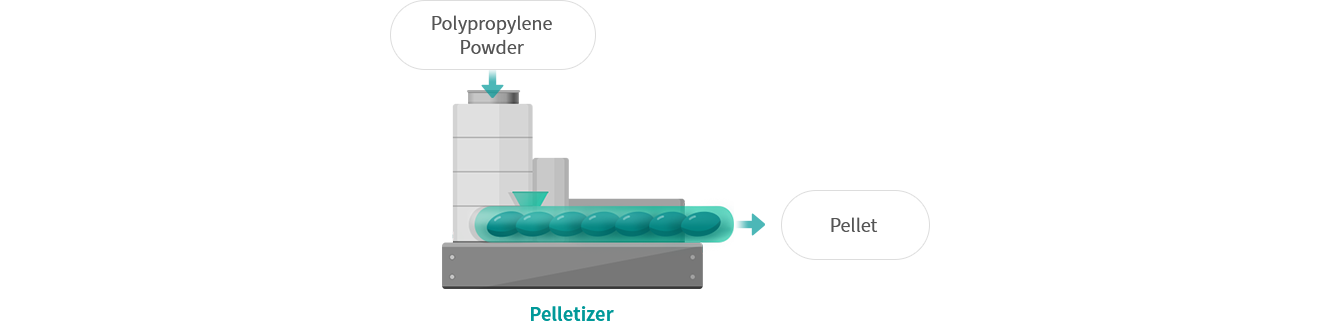
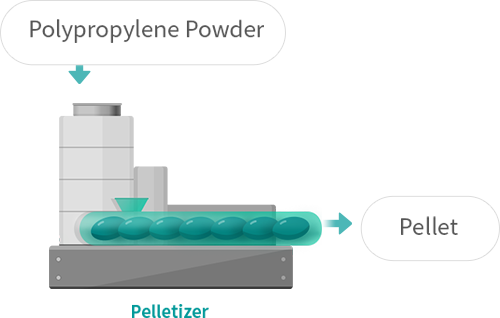
- 1단계
-
반응기에서 생상된 Powder 상태의PP는 Degasing & Purge 단계를 거쳐
제립공정에 Feed 되어 첨가제와 혼합하고 용융, 절단, 고형화 되어 Pellet 상태로 생산된다.
- 2단계
- Pelleting 공정은 Feed 되는 Resin과 첨가제를 혼합하고 용융시키며, Mixing과 Extrusion 기능을 갖는다.
- 3단계
-
첨가제는 Feed Resin과 함께 연속 혼합기(LCM)로 주입된다. 혼합기 배출 압력에 따라 Melt Pump 속도를 조절한다. Melt Pump를 통해 가압된 고압의 Resin은
Screen Pack 에서 이물질이 제거되어 Dieplate Channel로 들어간다. 용융물은 Steam으로 가열된 Dieplate를 통해 사출되고 회전칼에 의해 수중에서 Pellet화 된다.
- 최종
-
탈수에 의해 물은 제거 된 후 PCW Tank로 회수되어 재생된다.
원심 건조기에서 Pellet는 건조되어 제품 Bin에 이송된다.
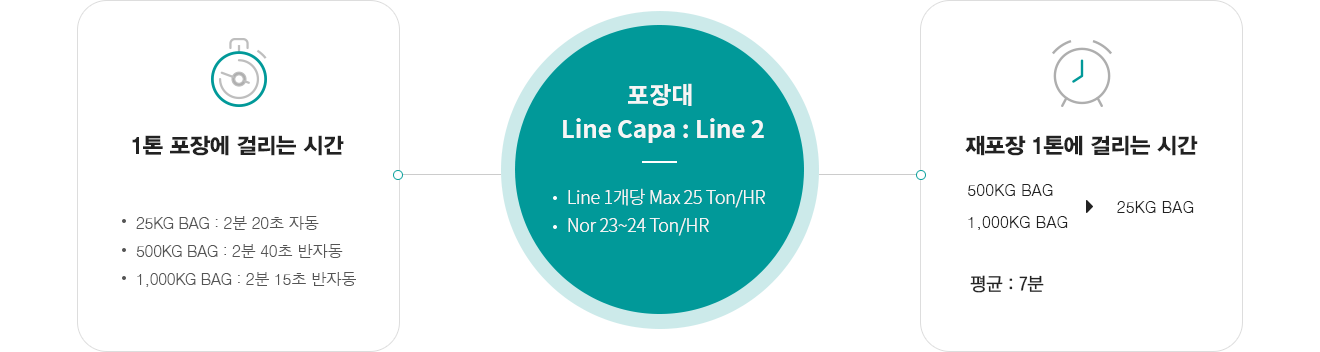
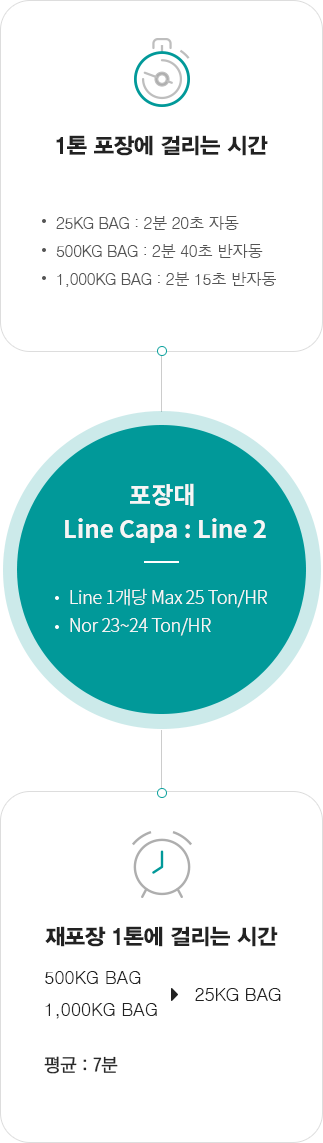
포장공정

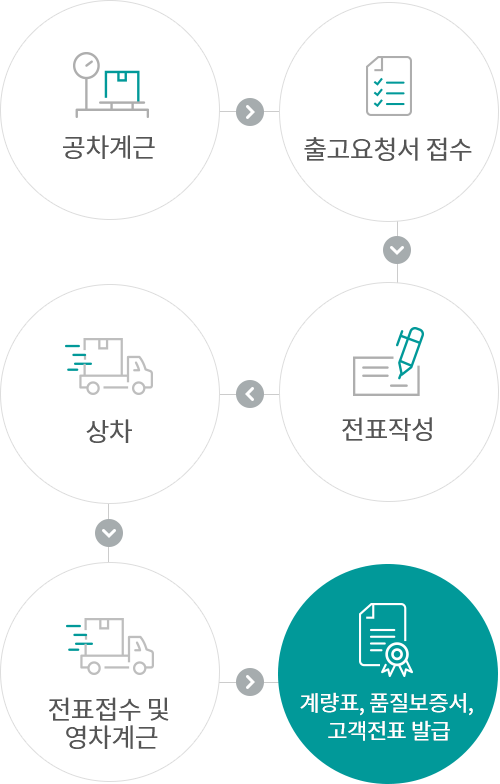
출하
출하 순서: 1시간 30분 ~ 2시간

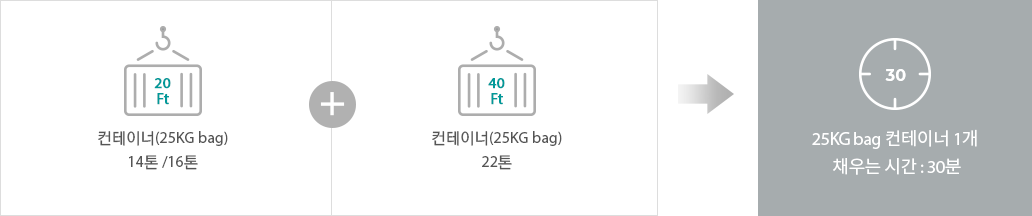
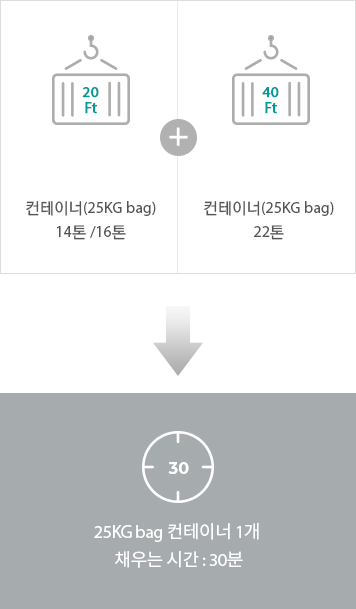
수출용 컨테이너
사이트맵
